
ASTM A210 acélcső egy közepes széntartalmú varrat nélküli acélcső, amelyet kazánként és túlhevítőként használnak magas hőmérsékletű és nagynyomású környezetekben, például erőművekben és ipari kazánokban.

Navigációs gombok
ASTM A210 mérettartomány
Nyersanyagok
ASTM A210 fokozat
ASTM A210 varrat nélküli acélcső gyártási folyamat
Hőkezelés
Kémiai komponensek
Mechanikai tulajdonságok
Keménységi teszt
Egyéb kísérletezés
Felületi kikészítés
Alakítási műveletek
ASTM A210 jelölés
Az ASTM A210 alkalmazásai
Kapcsolódó termékeink
ASTM A210 mérettartomány
Külső átmérő: 1/2hüvelyk (12,7 mm) ≤ OD ≤ 5 hüvelyk (127 mm)
Falvastagság: 0,035 hüvelyk (0,9 mm) ≤ WT ≤ 0,500 hüvelyk (12,7 mm)
Más méretű csövek is beszerelhetők, feltéve, hogy ezek a csövek megfelelnek a jelen specifikáció minden egyéb követelményének.
Nyersanyagok
Acélgyártási gyakorlat -Az acélt meg kell ölni.
Az elpusztított acél bizonyos mennyiségű deoxidálószer, például szilícium, alumínium és mangán hozzáadására utal az acél olvasztási folyamata során.
Ezek az adalékok az acélban lévő oxigénnel reagálva szilárd oxidokat képezhetnek, így csökkentve az acél oxigéntartalmát és megakadályozva az oxidáló zárványok képződését.
ASTM A210 fokozat
Az ASTM A210 két fokozatban kapható:A-1 és C fokozat.
ASTM A210 varrat nélküli acélcső gyártási folyamat
Az acélcsöveket varrat nélküli eljárással kell elkészíteni, és úgy kell lenniükmelegen kész or hidegen készmeghatározottak szerint.
Jellemzően a 30 milliméternél nagyobb átmérőjű acélcsöveket melegen, a 30 milliméternél kisebb átmérőjűeket pedig hidegen.Ez a megkülönböztetési módszer nem abszolút, de használható gyors és egyszerű módszerként a varrat nélküli acélcsövek feldolgozási módjának meghatározására.
Hőkezelés
A melegen kész csövek hőkezelése nem szükséges.
A hidegen megmunkált csöveket szubkritikus lágyítással, teljes lágyítással vagy normalizáló hőkezeléssel kell ellátni a végső hidegfiniselési folyamat után.
Kémiai komponensek
| Elem | A-1 fokozat | C fokozat |
| C (karbon), maxA | 0.27 | 0,35 |
| Mn (mangán) | 0,93 max | 0,29-1,06 |
| P (foszfor), max | 0,035 | 0,035 |
| S (Kén), max | 0,035 | 0,035 |
| Si (szilícium), min | 0.1 | 0.1 |
| A Minden egyes 0,01 %-os, a meghatározott szénmaximális érték alá történő csökkentése esetén a mangán mennyiségének 0,06 %-os növekedése megengedett a meghatározott maximum felett, legfeljebb 1,35 %-ig. | ||
Ezek a kémiai összetételre vonatkozó követelmények biztosítják a csövek megfelelő szilárdságát és hőállóságát.
Mechanikai tulajdonságok
A mechanikai tulajdonságokra vonatkozó követelmények nem vonatkoznak az ennél kisebb csövekre1/ 8belső átmérője [3,2 mm] vagy vastagsága 0,015 hüvelyk [0,4 mm].
| Lista | Uint | A-1 fokozat | C fokozat | |
| Szakítószilárdság, min | ksi | 60 | 70 | |
| MPa | 415 | 485 | ||
| Folyási erő, min | ksi | 37 | 40 | |
| MPa | 255 | 275 | ||
| Megnyúlás 50 mm-ben (2 in ), min | A hosszanti csíkos vizsgálatoknál minden 1/32 hüvelykből le kell vonni.[0,8 mm] falvastagság csökkenése 5/16 hüvelyk [8 mm] alá a következő százalékpontok alapvető minimális nyúlásától. | % | 1.5A | 1.5A |
| Normál kerek 2-in.vagy 50 mm-es vagy kisebb arányos méretű mintát használnak, amelynek mérőhossza 4D (az átmérő négyszerese) | 22 | 20 | ||
| AA számított minimális értékeket lásd a 4. táblázatban. | ||||
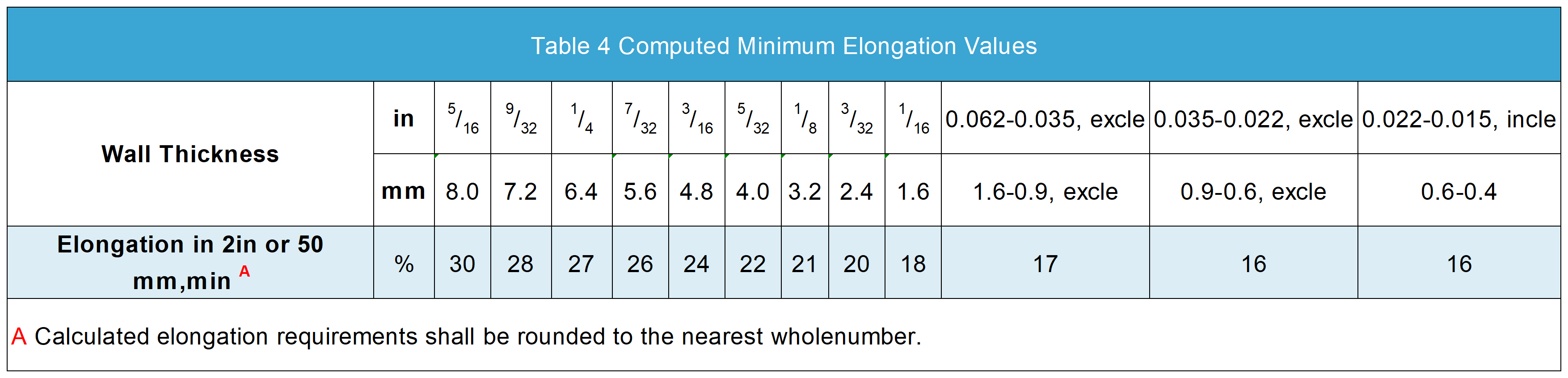
A 4. táblázat mindegyikre megadja a számított minimális nyúlási értékeket1/32[0,8 mm] falvastagság csökkenése.
Ha a falvastagság a fenti két érték között van, a minimális nyúlási értéket a következő egyenlettel kell meghatározni:
Birodalmi mértékegységek (in): E = 48t+15,00
SI mértékegysége (mm): E = 1,87t+15,00
ahol:
E = nyúlás 2 hüvelykben vagy 50 mm-ben, %,
t = a próbatest tényleges vastagsága.
Keménységi teszt
A Brinell- vagy Rockwell-keménységi vizsgálatokat minden tételből két csőből vett mintákon kell elvégezni.
ASTM A210 Grade A-1:79-143 HBW
ASTM A210, C fokozat: 89-179 HBW
A HBW a Brinell-keménység mérésére utal, ahol a "W" egy keményfém golyó bemélyedésként való használatát jelenti.
Egyéb kísérletezés
Lapítási teszt
Fáklyázási teszt
Hidrosztatikus vagy roncsolásmentes elektromos teszt
Felületi kikészítés
Lehet pácolt vagy szemcseszórt, vagy mindkettő, ez a rész megegyezés kérdése, a választás a felhasználó és a gyártó megállapodása alapján történik.
A pácolás elsősorban az oxidált rétegek és egyéb szennyeződések eltávolítására szolgál az acélcsövek felületéről.
Sörétszórást alkalmaznak a felület tisztítására és tapadási szilárdságának növelésére.
Ezek a kezelések nemcsak a cső felületi minőségét befolyásolják, hanem a végső alkalmazási tulajdonságait is befolyásolhatják.
Alakítási műveletek
A kazánba helyezve a csöveknek tágulniuk és gyöngyöződniük kell anélkül, hogy repedések vagy hibák láthatóak legyenek.Megfelelő kezelés esetén a túlhevítő csöveknek ki kell állniuk az alkalmazáshoz szükséges összes kovácsolási, hegesztési és hajlítási műveletet, anélkül, hogy hibák lépnének fel.
ASTM A210 jelölés
A következőket egyértelműen jelölni kell:
A gyártó neve vagy logója.
Csőspecifikáció (méret, falvastagság stb.).
Cső fokozat.
Az acélcső gyártási típusa: melegen vagy hidegen készre.
Az ASTM A210 alkalmazásai
Kis és közepes méretű, szerény nyomású kazánok, például állókazánok, ülőkazánok és egyéb ipari vagy lakossági fűtésre használt kazánok gyártásához használják.
A túlhevítők a kazán részei, amellyel a gőz hőmérsékletét a forráspont fölé emelik, és az ASTM A210 csövek alkalmasak ezeknek a magas hőmérsékletű alkatrészeknek a gyártására.
Kapcsolódó termékeink
Kiváló minőségű hegesztett szénacél csőgyártó és -szállító vagyunk Kínából, valamint varrat nélküli acélcső-kereskedő, amely acélcső-megoldások széles skáláját kínálja Önnek!
címkék: astm 210, kazán, varrat nélküli, melegen, hidegen, túlhevítő, beszállítók, gyártók, gyárak, kereskedők, cégek, nagykereskedelem, vétel, ár, árajánlat, ömlesztve, eladó, költség.
Feladás időpontja: 2024.04.24